





Wymagania projektowe instalacji do produkcji alkiloglikozydów opartej na syntezie Fishera zależą w dużej mierze od rodzaju użytego węglowodanu i długości łańcucha użytego alkoholu. Po raz pierwszy wprowadzono produkcję rozpuszczalnych w wodzie alkiloglikozydów na bazie oktanolu/dekanolu i dodekanolu/tetradekanolu. Alkilopoliglikozydy, które dla danego DP są nierozpuszczalne w wodzie ze względu na zastosowany alkohol (liczba atomów C w łańcuchu alkilowym ≥ 16), omówiono osobno.
W procesie syntezy alkilopoliglikozydów katalizowanym kwasem powstają produkty uboczne, takie jak eter poliglukozy i zanieczyszczenia barwne. Poliglukoza to substancja amorficzna powstająca w procesie polimeryzacji glikozylu. Rodzaj i stężenie reakcji ubocznej zależą od parametrów procesu, takich jak temperatura, ciśnienie, czas reakcji, katalizator itp. Jednym z problemów rozwiązanych w ostatnich latach dzięki rozwojowi przemysłowej produkcji alkilopoliglikozydów jest minimalizacja powstawania produktów ubocznych związanych z syntezą.
Ogólnie rzecz biorąc, alkiloglikozydy na bazie alkoholi krótkołańcuchowych (C8/10-OH) i niskocząsteczkowych (DP) charakteryzują się najmniejszymi problemami produkcyjnymi. W fazie reakcji, wraz ze wzrostem nadmiaru alkoholu, produkcja produktów ubocznych maleje. Zmniejsza to naprężenie cieplne i usuwa nadmiar alkoholu podczas tworzenia produktów pirolizy.
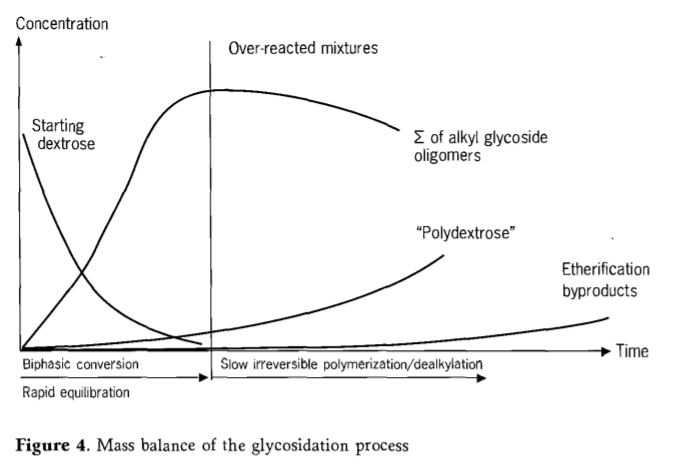
Glikozydację Fishera można opisać jako proces, w którym glukoza reaguje stosunkowo szybko w pierwszym etapie i osiągana jest równowaga oligomerowa. Po tym etapie następuje powolna degradacja alkiloglikozydów. Proces degradacji obejmuje takie etapy, jak dealkilacja i polimeryzacja, które przy zwiększonych stężeniach nieodwracalnie tworzą termodynamicznie bardziej stabilną poliglukozę. Mieszanina reakcyjna przekraczająca optymalny czas reakcji nazywa się nadreakcją. Jeśli reakcja zostanie zakończona przedwcześnie, powstała mieszanina reakcyjna będzie zawierała duże ilości resztkowej glukozy.
Utrata substancji czynnych alkiloglukozydu w mieszaninie reakcyjnej ma ścisły związek z tworzeniem się poliglukozy. W przypadku nadmiernej reakcji, mieszanina reakcyjna stopniowo ponownie przechodzi w stan polifazy poprzez wytrącanie poliglukozy. Dlatego jakość i wydajność produktu są poważnie zagrożone przez czas zakończenia reakcji. Począwszy od stałej glukozy, zawartość alkiloglikozydów w produktach wtórnych jest niższa, co pozwala na odfiltrowanie pozostałych składników polarnych (poliglukozy) i pozostałych węglowodanów z mieszaniny reakcyjnej, która nigdy nie uległa pełnemu przereagowaniu.
W zoptymalizowanym procesie stężenie produktów eteryfikacji jest stosunkowo niskie (zależy od temperatury reakcji, czasu, rodzaju katalizatora i stężenia itp.).
Rysunek 4 przedstawia typowy przebieg bezpośredniej reakcji dekstrozy i alkoholu tłuszczowego (C12/14-OH).
W przypadku reakcji glikacji Fischera parametry reakcji, takie jak temperatura i ciśnienie, są ze sobą ściśle powiązane. Aby wytworzyć alkilopoliglikozydy o niskiej ilości produktów wtórnych, ciśnienie i temperatura muszą być do siebie dopasowane i ściśle kontrolowane.
Alkilopoliglikozydy charakteryzują się niską zawartością produktów wtórnych, co wynika z niskich temperatur reakcji (<100°C) w procesie acetalizacji. Jednak niskie temperatury skutkują stosunkowo długim czasem reakcji (w zależności od długości łańcucha alkoholu) i niską wydajnością właściwą reaktora. Stosunkowo wysokie temperatury reakcji (>100°C, zazwyczaj 110-120°C) mogą prowadzić do zmian koloru węglowodanów. Usunięcie z mieszaniny reakcyjnej produktów reakcji o niższej temperaturze wrzenia (wody w procesie syntezy bezpośredniej, alkoholi krótkołańcuchowych w procesie transacetalizacji) powoduje przesunięcie równowagi acetalizacji w stronę produktów. Jeśli w jednostce czasu powstaje stosunkowo duża ilość wody, na przykład w wyniku wysokich temperatur reakcji, należy zapewnić skuteczne usuwanie tej wody z mieszaniny reakcyjnej. Minimalizuje to reakcje wtórne (w szczególności tworzenie polidekstrozy), które zachodzą w obecności wody. Wydajność parowania na etapie reakcji zależy nie tylko od ciśnienia, ale także od powierzchni parowania itp. Typowe ciśnienia reakcji w wariantach transacetalizacji i syntezy bezpośredniej mieszczą się w zakresie od 20 do 100 mbar.
Innym ważnym czynnikiem optymalizacji jest opracowanie selektywnych katalizatorów w procesie glikozydacji, hamujących na przykład powstawanie poliglukozy i eteryfikację. Jak już wspomniano, acetal lub odwrotny acetal w syntezie Fischera katalizowany jest przez kwasy. Zasadniczo do tego celu nadaje się każdy kwas o wystarczającej mocy, taki jak kwas siarkowy, p-toluen oraz kwas alkilobenzenosulfonowy i kwas sulfonowo-bursztynowy. Szybkość reakcji zależy od kwasowości i stężenia kwasu w alkoholu. Reakcje wtórne, które również mogą być katalizowane przez kwasy (np. powstawanie poliglukozy), zachodzą głównie w fazie polarnej (śladowe ilości wody) mieszaniny reakcyjnej, a łańcuchy alkilowe, które można zredukować, stosując kwasy hydrofobowe (np. kwas alkilobenzenosulfonowy), rozpuszczają się głównie w mniej polarnej fazie mieszaniny reakcyjnej.
Po reakcji, katalizator kwasowy jest neutralizowany odpowiednią zasadą, taką jak wodorotlenek sodu i tlenek magnezu. Zneutralizowana mieszanina reakcyjna to jasnożółty roztwór zawierający od 50 do 80 procent alkoholi tłuszczowych. Wysoka zawartość alkoholi tłuszczowych wynika ze stosunku molowego węglowodanów do alkoholi tłuszczowych. Stosunek ten jest dostosowywany w celu uzyskania określonego DP dla przemysłowych alkilopoliglikozydów i zazwyczaj wynosi od 1:2 do 1:6.
Nadmiar alkoholu tłuszczowego usuwa się metodą destylacji próżniowej. Ważne warunki brzegowe obejmują:
– Zawartość resztkowego alkoholu tłuszczowego w produkcie musi być<1%, ponieważ inne
rozpuszczalność i zapach ulegają pogorszeniu.
- Aby zminimalizować powstawanie niepożądanych produktów pirolizy lub składników powodujących zmianę koloru, naprężenia cieplne i czas przebywania produktu docelowego muszą być utrzymywane na jak najniższym poziomie, w zależności od długości łańcucha alkoholu.
- Do destylatu nie powinien przedostać się żaden monoglikozyd, ponieważ destylat jest zawracany do obiegu w reakcji jako czysty alkohol tłuszczowy.
W przypadku dodekanolu/tetradekanolu wymagania te służą do usuwania nadmiaru alkoholi tłuszczowych, co jest w dużej mierze satysfakcjonujące dzięki wieloetapowej destylacji. Należy zauważyć, że wraz ze spadkiem zawartości alkoholi tłuszczowych lepkość znacznie wzrasta. To oczywiście upośledza wymianę ciepła i masy w końcowej fazie destylacji.
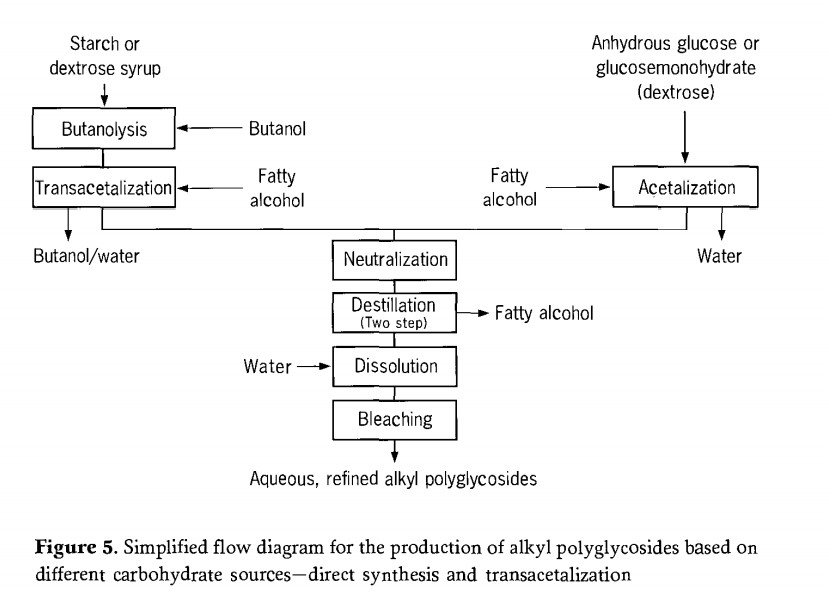
Dlatego preferowane są parowniki o cienkim lub krótkim zasięgu. W tych parownikach mechanicznie poruszająca się warstwa zapewnia wyższą wydajność niż parowanie i krótszy czas przebywania produktu, a także dobrą próżnię. Produktem końcowym po destylacji jest niemal czysty alkilopoliglikozyd, który akumuluje się jako substancja stała o temperaturze topnienia od 70°C do 150°C. Główne etapy procesu syntezy alkilu przedstawiono na rysunku 5.
W zależności od zastosowanego procesu produkcyjnego, w procesie produkcji alkilopoliglikozydów kumuluje się jeden lub dwa cykle alkoholowe; nadmiar alkoholi tłuszczowych, podczas gdy alkohole krótkołańcuchowe można niemal całkowicie odzyskać. Alkohole te można ponownie wykorzystać w kolejnych reakcjach. Konieczność oczyszczania lub częstotliwość jego przeprowadzania zależą od zanieczyszczeń nagromadzonych w alkoholu. W dużej mierze zależy to od jakości poprzednich etapów procesu (np. reakcji, usuwania alkoholu).
Po usunięciu alkoholu tłuszczowego, substancja czynna alkilopoliglikozydu jest bezpośrednio rozpuszczana w wodzie, tworząc pastę alkilopoliglikozydu o wysokiej lepkości, o stężeniu 50–70%. W kolejnych etapach rafinacji, pasta ta jest przetwarzana w produkt o zadowalającej jakości, zgodnie z wymaganiami dotyczącymi wydajności. Etapy rafinacji mogą obejmować bielenie produktu, dostosowanie jego właściwości, takich jak wartość pH i zawartość substancji czynnej, oraz stabilizację mikrobiologiczną. W literaturze patentowej istnieje wiele przykładów bielenia redukcyjnego i utleniającego oraz dwuetapowych procesów bielenia oksydacyjnego i stabilizacji reduktywnej. Nakład pracy, a tym samym koszt związany z tymi etapami procesu, mający na celu uzyskanie określonych cech jakościowych, takich jak kolor, zależy od wymagań dotyczących wydajności, materiałów wyjściowych, wymaganego DP oraz jakości etapów procesu.
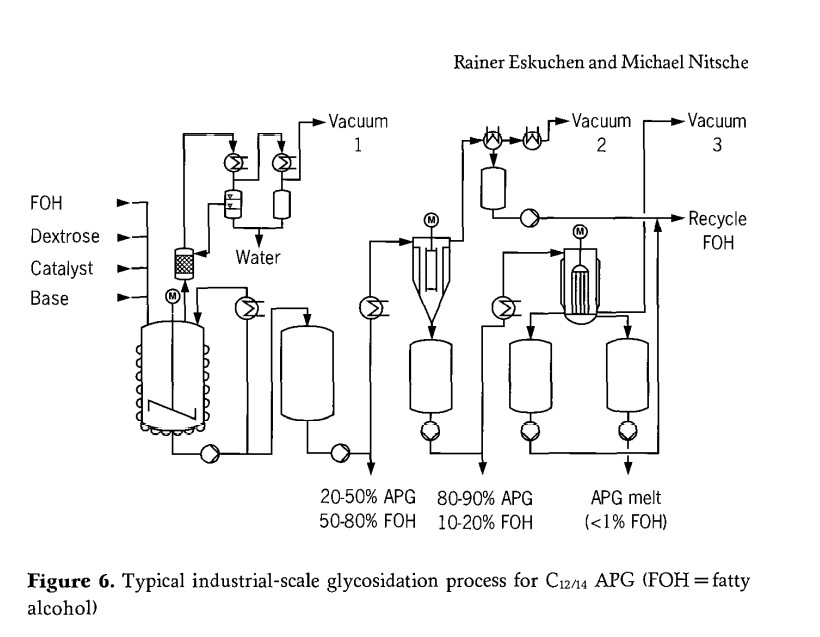
Rysunek 6 ilustruje przemysłowy proces produkcji długołańcuchowych alkilopoliglikozydów (C12/14 APG) poprzez syntezę bezpośrednią.
Czas publikacji: 13 października 2020 r.